Lean в Дражне. Как белорусские инженеры работают по японским стандартам
Система бережливого производства, воспитание поставщиков, повсеместный канбан, инженеры-конструкторы, работающие в цеху, прозрачные стены и менеджеры в униформе. dev.by наведался в инжиниринговый центр EnCata — уникальное для Беларуси предприятие по разработке и производству промышленных прототипов.
Система бережливого производства, воспитание поставщиков, повсеместный канбан, инженеры-конструкторы, работающие в цеху, прозрачные стены и менеджеры в униформе. dev.by наведался в инжиниринговый центр EnCata — уникальное для Беларуси предприятие по разработке и производству промышленных прототипов.
Здание, в котором разместился инжиниринговый центр EnCata, прячется за новенькой высоткой Минского городского технопарка и не может похвастаться столь же эффектным внешним видом: компания работает в старом заводском пространстве. Вокруг — грязь и развалы неоконченного строительства, и аккуратное крыльцо EnCata, украшенное ярко-красным резным металлом, выглядит несколько чужеродно.
«Ну вы же понимаете: порядок наводит только тот, кому это надо», — улыбается Пётр Дудин, директор по развитию EnCata, и звучит это как меткое описание ситуации в белорусской промышленности.
Конструкторы всего: «Космические спутники пока не делали. Но можем»
Внутри тоже порядок: чётко организованное пространство, чёрная униформа работников, прозрачные стены — в том числе в кабинете директора. Такой же прозрачной стеной конструкторское бюро EnCata отделено от производственного цеха, где идеи конструкторов воплощают в работающие прототипы. Путь от цеха до КБ занимает секунд двадцать.
EnCata — уникальная для Беларуси компания: она конструирует и выпускает не серийные изделия, а единичные промышленные прототипы, которые затем можно размножить на крупном производстве. Заказчики — от стартапов, нуждающихся в технической экспертизе, до крупных компаний, которым требуется сложное уникальное оборудование.
Узкой специализации у компании нет: она может сконструировать и изготовить практически любое изделие в самых разных отраслях механики и электроники. Спецоборудование, робототехника, оптические девайсы, спектрометры, элементы «умного дома», медицинская техника, метрологическое оборудование, транспорт, системы для технологических физико-химических процессов — это неполный список областей, в которых работала и работает EnCata.
«В одних отраслях у нас самих есть глубокая экспертиза, и чем дольше мы работаем, тем больше этих отраслей, — рассказывает Пётр Дудин. — Для других областей мы привлекаем экспертов, которые долгое время работали в этом направлении. Да, мы пока не делали реактивные двигатели или космические спутники, но они состоят из понятных нам вещей. С хорошим экспертом наши опытные конструкторы сделают что угодно».
Весь путь от принятия заказа до изготовления прототипа компания проходит за очень короткие сроки: многие проекты укладываются в месяц. Проектирование начинается с создания общего скелета, а потом над отдельными частями одновременно работают разные конструкторы. Для ИT параллельная разработка — обычное дело, но в инженерных компаниях Беларуси это пока редкость. В процессе разработки EnCata использует PDM-систему, и это пока тоже необычно для белорусского инжиниринга: по словам Петра Дудина, чтобы перечислить все конструкторские бюро страны, которые используют PDM, хватит пальцев одной руки.
Но главная фишка компании — налаженная система lean production, то есть бережливого производства.
Что бережёт бережливое производство
Основы бережливого производства были заложены компанией Toyota почти 80 лет назад. В конце 1970-х японские автомобили начали стремительно отвоёвывать американский рынок у местных Chrysler, Ford и General Motors, у которых японцы сами учились в послевоенное время. Руководство General Motors, ошеломлённое успехами Toyota, пошло на создание совместного предприятия, которое открылось в США в 1984 году. Целью его создания было изучение японского феномена, и на это выделялись немалые ресурсы и средства — и для американских учёных, и для местных автопроизводителей.
Lean production — это чёткая система, призванная сокращать потери, то есть исключать любые действия, не направленные на получение ценности для клиента или потребителя. Ключевое понятие lean — «кайдзен», или непрерывное совершенствование. Внедрить lean однажды и забыть об этом не выйдет: над системой нужно работать постоянно.
Внутри EnCata всё — про lean, и это видно даже по организации пространства.
Прозрачные стены — уничтожение барьера между отдельными сотрудниками, конструкторским бюро и производственным отделом. Полок нет ни в КБ, ни в цеху: для нужных инструментов созданы специальные стенды, и у каждого инструмента на стенде есть своё место, обведённое чёрным маркером: это сокращает потери времени на поиск.
Управляющий партнёр EnCata Сергея Ткаченко добавляет, что униформа — тоже уничтожение барьера: она помогает сплотить команду. Менеджеры приходят в офис EnCata не в костюмах, а в точно такой же униформе, как все работники компании.
Суть lean production можно описать четырнадцатью принципами, которые обычно называют «принципами Toyota». По словам Сергея Ткаченко, эти принципы — основа философии EnCata, и через них, как через призму, проходит каждое действие сотрудника и каждое решение, принятое в компании.
Например, маркерная обводка на стендах для инструментов и прозрачные стены — следствие принципа 7 («Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной») и принципа 12 («Чтобы разобраться в ситуации, надо увидеть все своими глазами»). Так же и с другими принципами: практически каждый из них влечёт за собой необычные для белорусских предприятий практики.
14 принципов Toyota:
Принимай управленческие решения с учетом долгосрочной перспективы, даже если это наносит ущерб краткосрочным финансовым целям.
Процесс в виде непрерывного потока способствует выявлению проблем.
Используй систему вытягивания, чтобы избежать перепроизводства.
Выравнивай объем работ (хейдзунка): работай как черепаха, а не как заяц.
Сделай остановку производства с целью решения проблем частью производственной культуры, если того требует качество.
Стандартные задачи — основа непрерывного совершенствования и делегирования полномочий сотрудникам.
Используй визуальный контроль, чтобы ни одна проблема не осталась незамеченной.
Используй только надежную, испытанную технологию.
Воспитывай лидеров, которые досконально знают свое дело, исповедуют философию компании и могут научить этому других.
Воспитывай незаурядных людей и формируй команды, исповедующие философию компании.
Уважай своих партнеров и поставщиков, ставь перед ними трудные задачи и помогай им совершенствоваться.
Чтобы разобраться в ситуации, надо увидеть все своими глазами (генти генбуцу).
Принимай решение не торопясь, на основе консенсуса, взвесив все возможные варианты; внедряя его, не медли (немаваси).
Станьте обучающейся организацией за счет неустанного самоанализа (хансей) и непрерывного совершенствования (кайдзен).
Подробно каждый из принципов описан Джеффри Лайкером в книге «Дао Toyota».
Решения без спешки (принцип № 13): этап кенто
Разработку каждого проекта EnCata начинает с этапа кенто. Это практика из Toyota Product Development System — системы, которая с момента своего внедрения в Toyota сократила время на разработку нового автомобиля с 24 до 15 месяцев. Цель этого этапа — последовательно и внимательно спланировать процесс работы, не упуская ни одного важного момента.
В обычной итерационной схеме разработки нередко случается так, что готовую часть работы приходится переделывать из-за ошибок или упущений, незаметных исполнителю, но очевидных его коллегам из других подразделений.
Подобное случается и в ИТ (кодили параллельно два месяца разные части проекта, а потом оказалось, что связать их невозможно), но в производстве потери могут быть даже большими — материалы для прототипов тоже стоят денег, и зачастую немалых.
Главная цель этапа кенто — предотвратить возможные ошибки. Кенто — это глобальное обсуждение, в котором принимают участие работники всех подразделений, связанных с проектом, будь то конструкторы, производственники, менеджеры или отдел продаж. На кенто обсуждаются все важные моменты проекта, начиная возможными конструкторскими решениями и заканчивая ожиданиями маркетологов. За счёт участия в обсуждении всех ответственных за результат резко снижается вероятность ошибок: каждый отдел может уже на начальном этапе отбросить пути разработки, недопустимые или ошибочные с его точки зрения.
У этапа кенто не бывает жёстких дедлайнов: на обсуждение и исследование будет затрачено столько времени, сколько понадобится, чтобы найти самое простое и верное решение всех вопросов.
Поток (принцип № 2): тележка вместо конвейера
Поток — это последовательная цепочка операций, из которых состоит производственная задача. Руководство должно так наладить и стандартизировать поток, что если в любом его месте возникает проблема, то участники потока будут знать, как её устранить.
Идеальный пример потока — конвейер. В EnCata конвейерное производство не нужно по определению, здесь есть своя реализация потока — тележка в производственном цеху.
— Каждая тележка соответствует одному заказу, и каждая разбита на шесть частей по количеству участков в цеху: лазерная резка, гибка, слесарная обработка, сварка, полимерная покраска и сборка, — рассказывает начальник производства Юрий Тетерский. — Каждой операции соответствует кармашек на тележке с двумя канбан-карточками, красной и зелёной. Если карточка перевёрнута красной стороной — операция уже сделана. Если зелёной — сделать её ещё предстоит. Это удобно для визуализации: приходишь в цех, и сразу видишь, на какой стадии какой заказ.
Технолог приносит в цех документацию и укладывает её в лоток на стене. Когда оператор первого участка, лазерной гибки, справляется с предыдущей работой, он берёт документацию, кладёт в тележку нужные материалы и идёт на заготовку. По окончанию операции он сверяется с чеклистом из документации, кладёт обработанную заготовку обратно в тележку и переворачивает карточку на красную сторону. Теперь тележка может уезжать на следующий участок.
После последовательного прохождения шести участков в тележке уже не заготовка, а готовый продукт.
Система вытягивания (принцип № 3): карты канбан и квадраты на полу
— В этом нам помогают нанесённые краской квадратные контуры на полу цеха, — показывает Юрий Тетерский. — Каждый — размером с тележку, по несколько возле каждого участка. Принцип вытягивания заключается в том, что оператор перетягивает тележку на свой участок сам, и только тогда, если возле его участка есть свободные квадраты.
Если все квадраты уже заняты, оператор оставляет тележки на месте и идёт по потоку, чтобы найти узкое место. Например, процесс стопорится на трудоёмкой сборке — оператор присоединяется к этому участку, теперь на сборке работает два человека, процесс ускоряется, и изделие идёт дальше по потоку.
Здесь, в цеху, работает шесть человек. Все они совмещают по две-три специальности и могут выполнять в зависимости от потребности разные работы. Заказы все разные, и нет ни одного, в котором каждая операция занимала бы одинаковое время. А за счёт этих квадратов мы не допускаем больших межоперационных запасов.
В КБ — своя система вытягивания: доска канбан.
— У нас не бывает паники и хаоса, когда приходит сразу несколько проектов, — рассказывает Пётр Дудин. — Каждый берёт новую задачу тогда, когда он закончит с предыдущей — процессы разработки укладываются в понятный «поток», визуализированный картами канбан. Здесь есть задачи и по конструированию, и по оценкам. А если вдруг текущих проектов в компании нет, всегда есть карточки по собственным разработкам, внедрению новых технологий или задачи по стандартизации.
Карты канбан используются и в цеху — для комплектующих и для расходных материалов на стендах с инструментами.
Юрий Тетерский: К каждому материалу у нас привязана отдельная карта. Вот, например, профильная труба 40×40×2: на карте к ней написано, что это за труба, к какому складу относится, как числится в бухгалтерии, плюс указано два параметра: минимальный остаток и количество в заявке. Когда оператор приходит за трубой и видит, что её остаток достиг минимального, он просто снимает карточку и отдаёт закупщику. Остаток рассчитан так, что цеху его хватит до момента, когда поставщик привезёт новую трубу. Механизм очень удобный: оператору не нужно ходить к начальству и рассказывать, что надо купить, а у закупщика не возникает вопросов, сколько и когда покупать. Таким образом, мы не замораживаем оборотные средства на складе, а покупаем ровно столько, сколько нужно для производства.
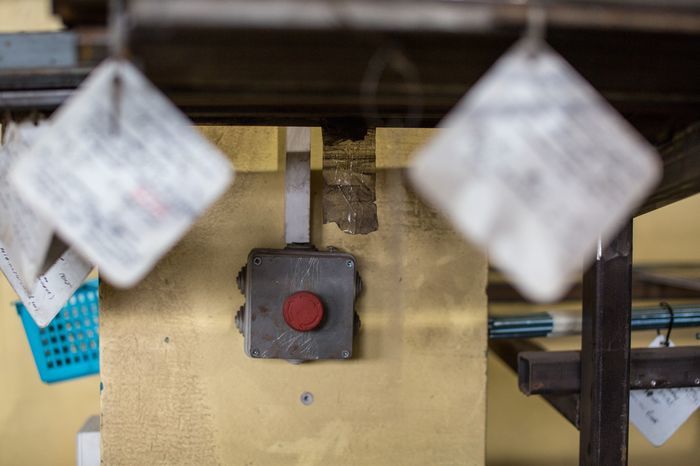
Остановка для решения проблем (принцип № 5): красная кнопка
Юрий Тетерский: На каждом участке производственного цеха установлена специальная кнопка — Andon. Какой бы подробной ни была конструкторская документация, иногда у оператора возникают вопросы, часть которых он в состоянии решить сам, часть — нет. Если он не знает, что делать, то нажимает эту кнопку. На участке загорается лампа и включается сирена — это сигнализирует, что на участке есть проблема.
В составе работников цеха есть лидер группы, который должен хорошо понимать весь поток, весь инструмент, трудоёмкость всех работ, и у него есть полномочия принимать определённые решения. Он приходит к сотруднику, обнаружившему проблему, выключает сирену и начинает разбираться с возникшим вопросом. Если нужно — привлекает технолога или конструктора. Если для решения вопроса нужен директор — значит, на участок придёт директор, но проблема будет решена, и только потом поток снова запустится.
Результаты решения мы записываем в журнал, а потом заполняется лист несоответствия: что произошло и почему. Этот лист поступает ко мне, и если в изделие нужно внести изменения, я передаю его конструкторам. В следующий раз, когда такое изделие вновь пойдёт в работу, ошибки уже не будет.
Пётр Дудин: Разумеется, за нажатие этой кнопки у нас никого не наказывают. Наоборот: человек, который находит ошибки, премируется. В нашей культуре люди боятся ошибаться, и изменить это сложно — но мы пытаемся. Почему машины Toyota считаются надёжными? Потому что там никто не пропустит брак сознательно. Остановить конвейер и исправить проблему сразу — дешевле, чем отзывать готовые автомобили после обнаружения брака.
Долгосрочная перспектива (принцип № 1): зачем конструкторы работают в цеху
Пётр Дудин: Когда люди только приходят работать к нам в конструкторское бюро, мы на какой-то срок определяем их в цех.
Как обычно происходит на производствах? Конструкторы делают рабочую документацию, высылают технологам, те дописывают что-то и высылают на производство. А производство с матом-перематом возвращает всё назад: «Вы что нам прислали? Это же невозможно собрать!» В итоге конструкторы и производственники ненавидят друг друга: первые считают вторых тупыми, а вторые первых — безрукими.
А вот когда конструктор сам погнёт железо, сам произведёт и соберёт то, что начертил, он станет лучше конструировать, будет по-другому относиться к коллегам с производства. Да, в цеху он едва ли будет самым полезным работником, он может замедлять процессы. Зато когда он вернётся в бюро, то будет делать меньше ошибок, потому что будет понимать, что реально работает на производстве. Впоследствии все наши конструкторы проводят в цеху 15-20% рабочего времени, и это ускоряет процесс, а значит, экономит деньги клиента.
Сергей Ткаченко: Известное правило «экономить — это дорого» — тоже прямое следствие из принципа. Для производства нам нужен лазерный резак. Самый дешёвый стоит порядка 70 тысяч, но у нас стоит один из самых дорогих — дороже 200. И это окупается: он требует меньше внимания, чем китайский, который ломается через раз, для работы с ним не нужны два оператора-программиста, поскольку он полностью автоматизирован. Мы выигрываем на дистанции и за счёт персонала, и за счёт качества.
Стандарты (принцип № 6): используй или улучшай
Пётр Дудин: У нас есть огромная электронная база стандартов, в которых мы описываем любые повторяющиеся стандартные операции. Разговор не только о конструировании и производстве: даже если человеку нужно получить канцтовары, у нас есть стандарт, который описывает, как это сделать. Это может показаться бюрократией, но на деле это упрощает работу и экономит время. Стандарты позволяют организации общаться на одном языке. Все процессы, которые нельзя стандартизировать — вариации. Например, когда в процессе конструирования оказывается, что нужного блока у нас в стандартах пока нет, собирается летучка, и на ней обсуждается, как его лучше сделать.
Вариации занимают приблизительно 20% рабочего времени, а стандартизированные процессы — 80%.
Сергей Тканченко: Стандарты — это не фиксированные сухие функциональные обязанности, как на заводе. Если ты видишь, что в стандарте написана какая-то глупость, архаизм, если тебе просто что-то не нравится, ты пишешь лист с предложениями, и стандарт меняется.
Пётр Дудин: Новые стандарты создаются постоянно. Появилась новая задача, новый процесс — ведущие сотрудники его обкатывают, стандартизируют и в дальнейшем спокойно делегируют. То есть за счёт стандартов выстраивают поток и управляют им. То же самое на производстве: когда ребята впервые используют новую технологию, то пишут технологическую карточку. В следующий раз любой человек, даже новичок в цеху, может открыть этот документ и всё сделать самостоятельно.
Помогай партнёрам совершенствоваться (принцип № 11): поставки точно вовремя
Сергей Ткаченко: В случае с Беларусью этот принцип — один из самых сложных в реализации.
Поставщик компании, которая исповедует lean, должен с определённой регулярностью и в определённое время привозить конкретные материалы. Вот хотим мы, например, чтобы нам привозили по одному листу металла определённой толщины — а в Беларуси все привыкли привозить сразу полную машину. Но мы на это не согласны: складские запасы у нас чётко ограничены.
Пётр Дудин: На западе работает принцип «точно вовремя»: если ты точно вовремя звонишь своему постоянному поставщику и говоришь, что комплектующие тебе нужны завтра к 12 часам, то их привозят с точностью до 15 минут. Для наших поставщиков привезти что-то вовремя — как правило, уже трудная задача.
Сергей Ткаченко: Перед поставщиками, с которыми мне интересно работать, я не ставлю трудные задачи сразу. Я пытаюсь постепенно их обучать. Как правило, у любого поставщика нет хотя бы одного нужного нам материала — и я вынужден каждый раз искать этот материал по целому ряду компаний, а это уже потери. Я заявляю: «Ребята, вот мои условия: такие-то материалы должны быть у вас всегда, и тогда я буду с вами работать». Если соглашаются, я начинаю воспитывать постоянство: «Ребята, каждую неделю по пятницам мне нужен товар, который я запрашиваю у вас в четверг. Я даю конкретный список, делаю предоплату, не давлю по ценам, но заказ с четверга должен быть у нас в пятницу точно вовремя».
Если несколько месяцев подряд они срывают поставленные задачи, то я временно отказываюсь от их услуг. Через некоторое время пробую вернуться. По итогу мне удалось приучить несколько компаний к этим первичным требованиям. Это делает жизнь лучше и нам, и поставщикам: им самим выгодно знать, что в конкретный день у них купят материалы и чётко заплатят за них.
Почему lean production не пришёл в Беларусь
— Какой процент белорусских компаний среди заказчиков EnCata?
Сергей Ткаченко: В разные времена — по-разному. Так или иначе, мы внедрили lean не для того, чтобы продавать результаты нашего труда в Беларуси. Lean — как международный язык, он разрушает барьеры между разными культурами. Когда мы говорим западному заказчику, что работаем по системе бережливого производства, он хорошо понимает, что мы имеем в виду. Белорусский заказчик — не всегда.
Пётр Дудин: У нас есть фиксированный почасовой рейт, и любой входящий проект мы оцениваем по нему. По западным меркам у нас очень дёшево, но в нашем регионе многим эти расценки не нравятся. При этом если разобраться и разделить бюджеты на трудозатраты, то у некоторых крупных государственных бюро здесь рейт, как в Штатах.
Сергей Ткаченко: А скорость разработки по сравнению с государственными КБ у нас в разы большая. Вот иногда проводят в Беларуси тендеры на разработку оборудования, а мы конструируем и производим прототип быстрее, чем на этих тендерах появляются первые заявки. Бывают клиенты, с которыми срок согласование договора и технического задания дольше срока на разработку.
Пётр Дудин: Мы всегда начинаем с того, что спрашиваем заказчика: «Какой у вас есть бюджет?» Это спорный подход, и нас за него не раз критиковали, но это позволяет сразу отсеять клиентов, ожидания которых на порядок не совпадают с реальной ценой разработки. Дальше мы делаем предварительную оценку проекта, и если понятно, что в бюджет мы не укладываемся, то не берёмся даже за подробную оценку.
Сергей Тканченко: А деталями интересных проектов похвастаться не можем: NDA.
— Много ли в Беларуси предприятий, которые внедрили у себя бережливое производство?
Пётр Дудин: Увы, нет. Мы — скорее исключение из правил. Обычно производственные компании начинают думать о lean после того, как в регион приходит крупный автопроизводитель. Сначала он просто договаривается с местными предприятиями о закупке нужных компонентов, а через некоторое время говорит: «Нам нужно дешевле. Давайте мы приедем к вам на завод, наладим процессы, уменьшим затраты, а за это получим компоненты дешевле». Зарабатывают в итоге все.
В Беларусь пока не пришёл ни Ford, ни Volkswagen, ни кто-то другой, кто мог бы привезти принципы бережливого производства. Пока здесь присутствие lean ограничивается спорадическими усилиями отдельных компаний.
Сергей Ткаченко: Слышал, lean пытались внедрить на некоторых крупных предприятиях Беларуси — не сработало. Эти предприятия не заражаются философией, не понимают конечной сути lean. Приглашают консультантов, начинают внедрять, а по итогу благополучно кладут на стол 100-страничные отчёты: «внедрили» — и всё.
— А что насчёт ИТ-компаний, внедряющих принципы lean?
Пётр Дудин: Во-первых, ИТ берёт не всё от классического lean, оно перенимает только отдельные принципы. Во-вторых, у белорусского ИТ нет инженерной преемственности.
Наша старая инженерная школа никогда не использовала бережливое производство — у неё были свои, казённые советские методы организации разработки. А программисты во многом сделали отрасли «с нуля», учась у Запада. И из-за отсутствия преемственности и связи с производством у нас не знают о многих аспектах lean. На Западе элементы lean в ИТ начали проникать ещё в 80-е, когда software engineers были включены в производственный цикл (manufacturing) и работали в одной конструкторской инженерной среде, где пересекались с другими инженерами и конструкторами (design engineers). По нашему мнению, lean в ИТ имеет несколько размытый фокус, в том числе из-за забытых «производственных корней».
— На крупном производстве ввести lean сложнее?
Сергей Ткаченко: Да, потому что в крупной компании сложно обеспечить единство культуры и философии каждого работника. Lean всегда идёт из головы организации. Руководитель заболел идеями — и распространяет их, как вирус, по своим заместителям, а они по цепочке — весь персонал завода. Но иерархия на большом заводе огромная, сопротивление есть на каждом этапе, и в итоге процессы не сдвигаются с мёртвой точки.
Вот повесили на одном из белорусских заводов кнопку Andon, но мастера под угрозой лишения премии запретили её нажимать всем своим подчинённым. Руководитель, может, и не знал об этом. А мастера боялись: «Вот нажмут кнопку, начальство прибежит и начнёт обвинять, что в нашем цеху делают брак». Зачем им лишнее внимание? Они сидят в своём уголке и тихонько этот брак пропускают дальше, в по следующие процессы. И никто об этом не заморачивается.
Пётр Дудин: Внедрить lean нельзя за один день. Нужно много усилий и времени, нужна огромная воля руководства. Toyota говорит, что нужно поменять 4-5 коллективов, пока принципы внедрятся полностью. Вот когда МАЗ продадут КАМАЗу или MANу, или когда вместо МТЗ у нас будут делать John Deere, тогда бережливое производство придёт и в Беларусь.

 Здание, в котором разместился инжиниринговый центр EnCata, прячется за новенькой высоткой Минского городского технопарка и не может похвастаться столь же эффектным внешним видом: компания работает в старом заводском пространстве. Вокруг — грязь и развалы неоконченного строительства, и аккуратное крыльцо EnCata, украшенное ярко-красным резным металлом, выглядит несколько чужеродно.
Здание, в котором разместился инжиниринговый центр EnCata, прячется за новенькой высоткой Минского городского технопарка и не может похвастаться столь же эффектным внешним видом: компания работает в старом заводском пространстве. Вокруг — грязь и развалы неоконченного строительства, и аккуратное крыльцо EnCata, украшенное ярко-красным резным металлом, выглядит несколько чужеродно.
















Релоцировались? Теперь вы можете комментировать без верификации аккаунта.